
There are high chances of wire damage during winding that can result in increased production costs. Two common issues faced by manufacturers during winding operations are
- wire breakage due to inaccurate tension control or
- abrasion in the wire due to mishandling during the process.
These can result in scrappage, leading to large-scale enamelled wire wastage and increased production costs.
Here are 10 precautionary measures you can adopt during the winding process to make the operations smooth and damage-free.
10 Rules to follow to prevent winding wire damages
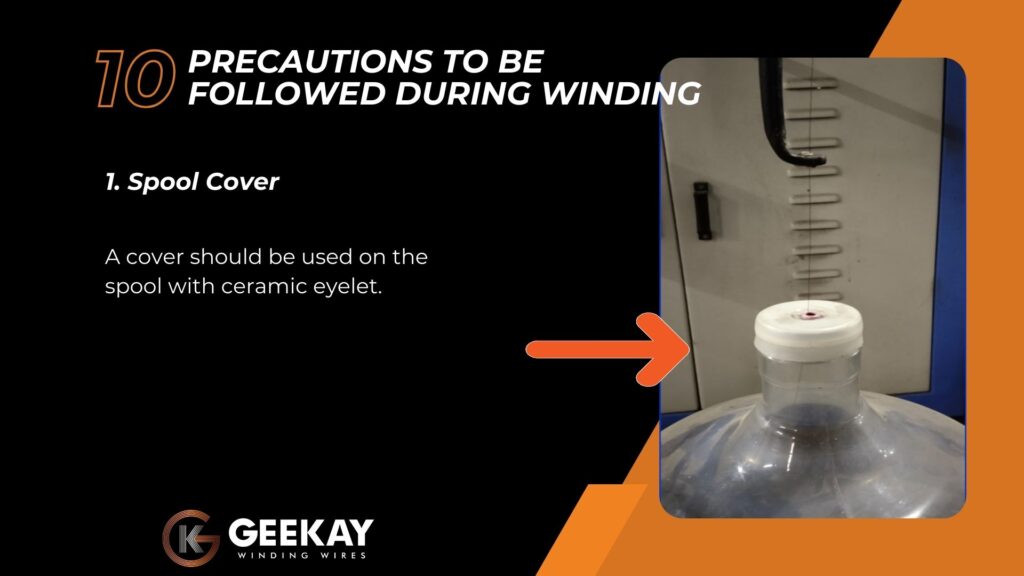
1. Use a Spool Cover
By using a spool cover with ceramic eyelet to cover the spool during the winding process you can prevent dust and debris from settling on the surface of the spool. Dust if allowed to settle on the spool surface can affect:
- the winding feed and cause an imbalance in the wire tension.
- It can cause wear and tear and premature damage to the winding machine.
- It can cause scratches on the winding wire affecting its electrical properties
- It can even end up contaminating the product resulting in quality issues.
The see-through acrylic case of the drum protects the wire from mechanical damage as well as allows the spool to be visible, enabling the balance amount of wire to be seen from outside.
The ceramic eyelet of the spool cover is also smooth on the inside and outside. This will protect the wire and the insulating enamel from damage and will also help with smooth movement of the wire while winding.
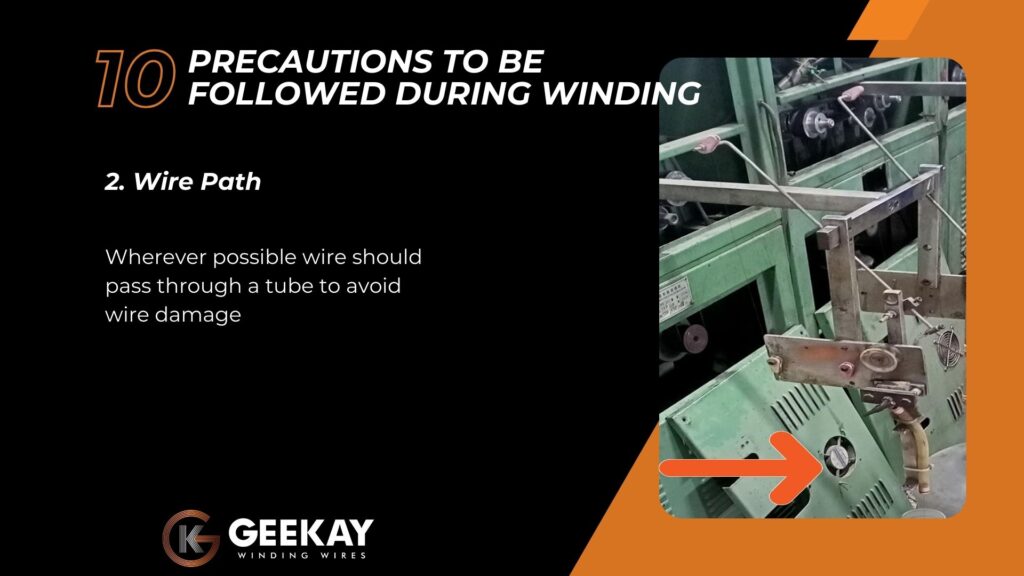
2. Ensure Smooth Wire Path
Often, bends in the winding wire path cause insulation damage, resulting in process rejects. By allowing the wire to pass through a tube, you can ensure a smooth wire path.
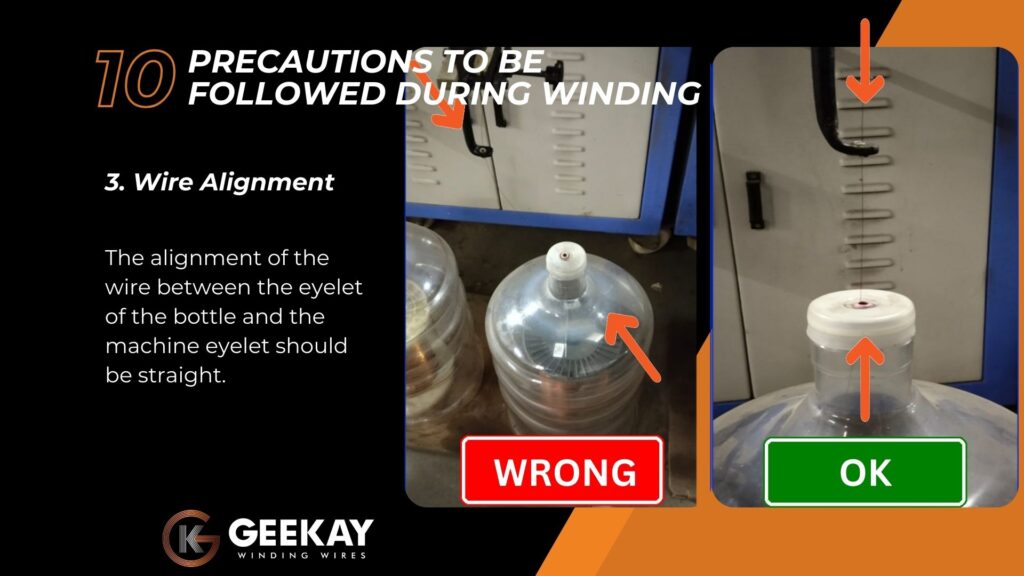
3. Maintain Wire Alignment
Always ensure that the alignment of the wire between the eyelet of the bottle and the machine eyelet is straight. If wire alignment is not accurate it can influence the wire tension making it either tight or loose. If the wire tension is tight, it can result in stretching or breaking of the wire and if the wire tension is loose it can cause the wire to bunch up or wind unevenly causing damage to the wire.
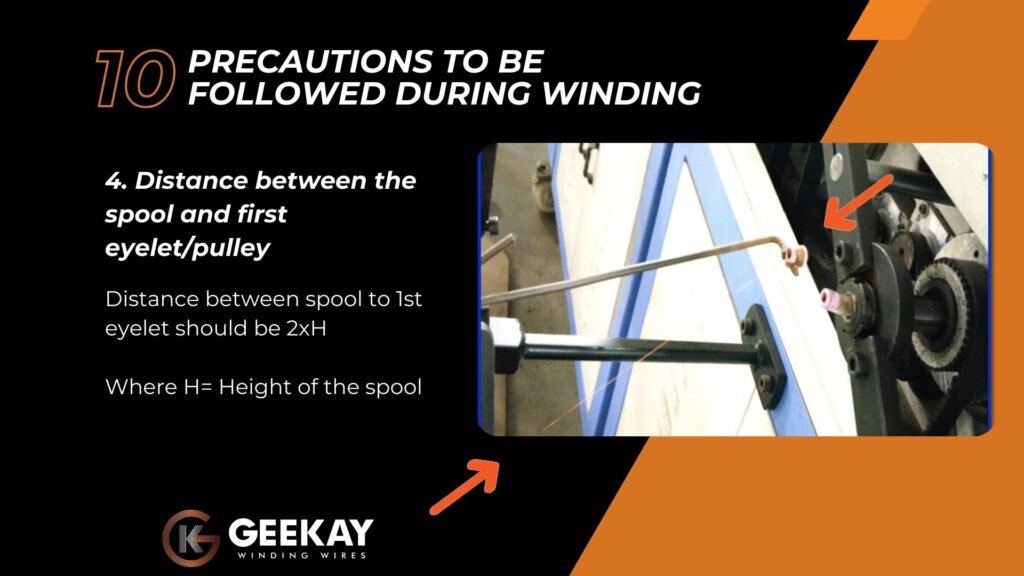
4. Ensure Accurate Distance between the First Eyelet / Pulley
Just like maintaining accurate wire alignment, equally important is the distance between the spool to the first eyelet / pulley. The optimal distance between the spool to the first eyelet / pulley is 2xH (where H = Height of the spool). If not, the wire may get elongated or bunched up or can even result in uneven winding causing damage to the wire.
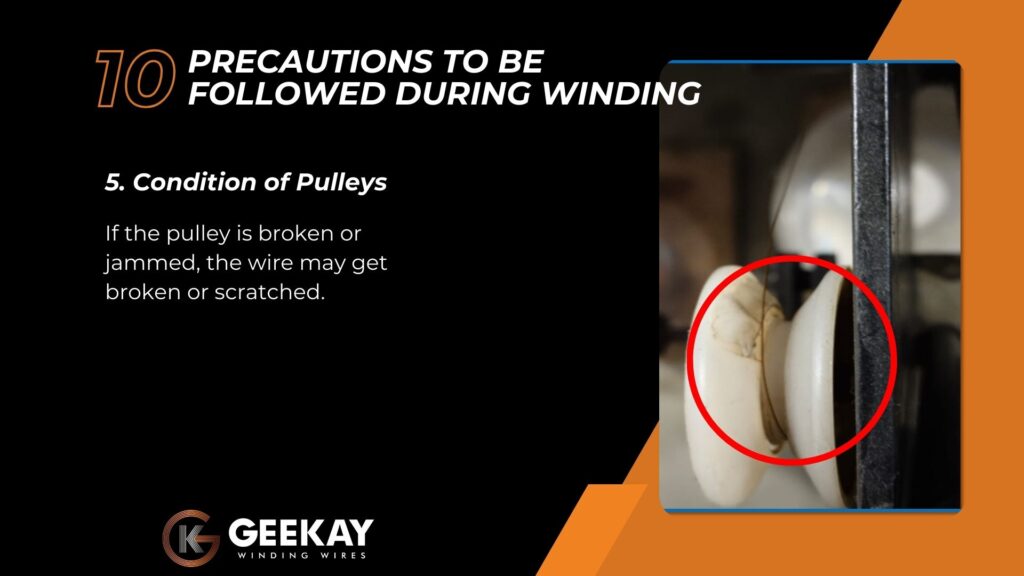
5. Maintain Pulleys in Good Condition
If the pulley is jammed, the wire may get scratched or broken, thus ending up as scrappage. To avoid that, you must conduct regular inspections and maintenance services of the pulleys like timely greasing and replacement of damaged parts. A well-maintained pulley is essential to ensure correct tension control, that facilitates smooth winding.
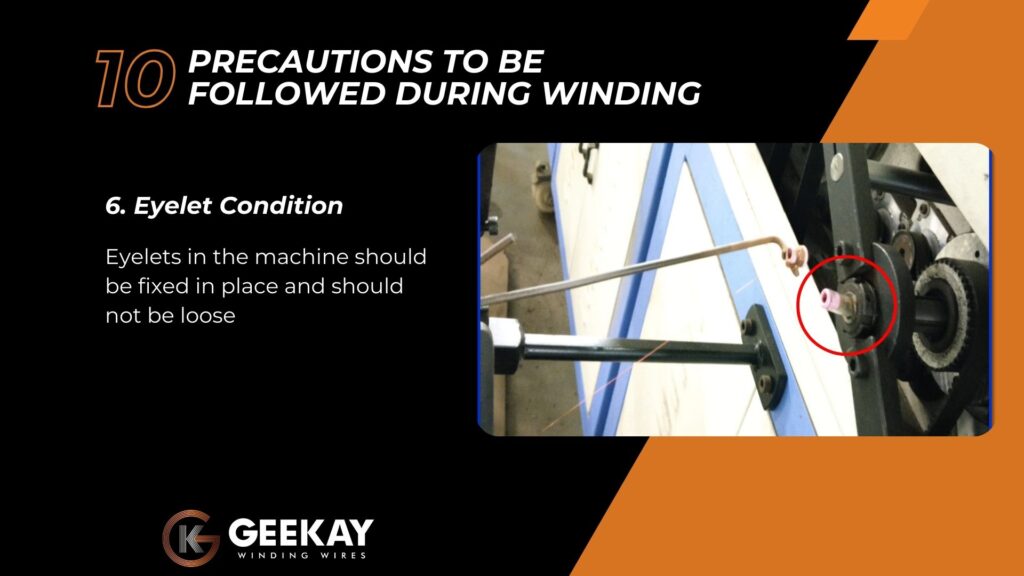
6. Ensure Eyelet in Proper Condition
The eyelets in the machine should be fixed in place and should not be loose. A loosely hanging eyelet can create imbalance in tension of the wire, resulting in bunching up or uneven winding.
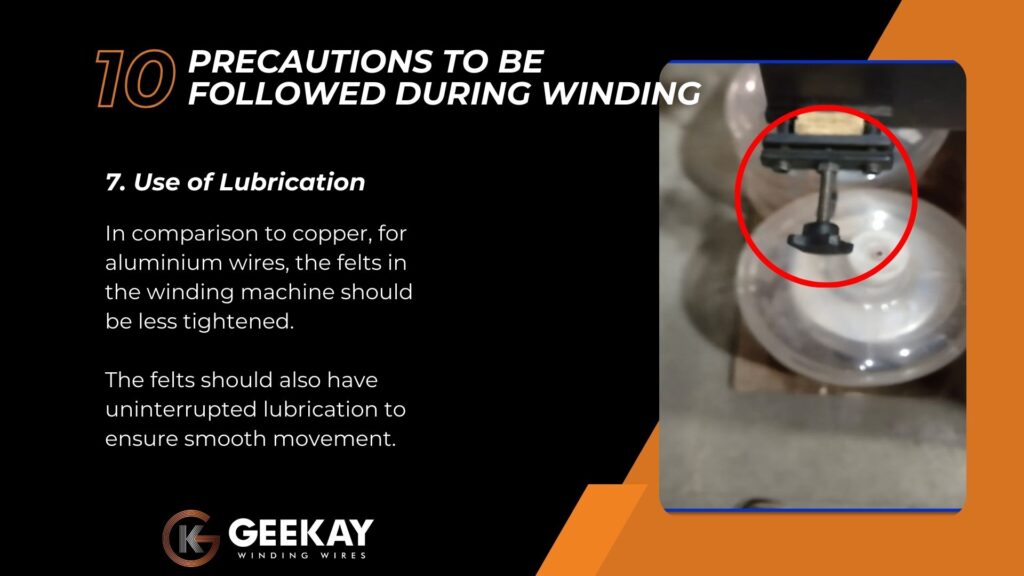
7. Use of lubrication
The felts should also have uninterrupted lubrication to ensure smooth movement. As a point of utmost care, for Aluminium wires the felts in the winding machine should be less tightened than those in copper wires. This is because Aluminium wire is more flexible and bulkier than copper wire.
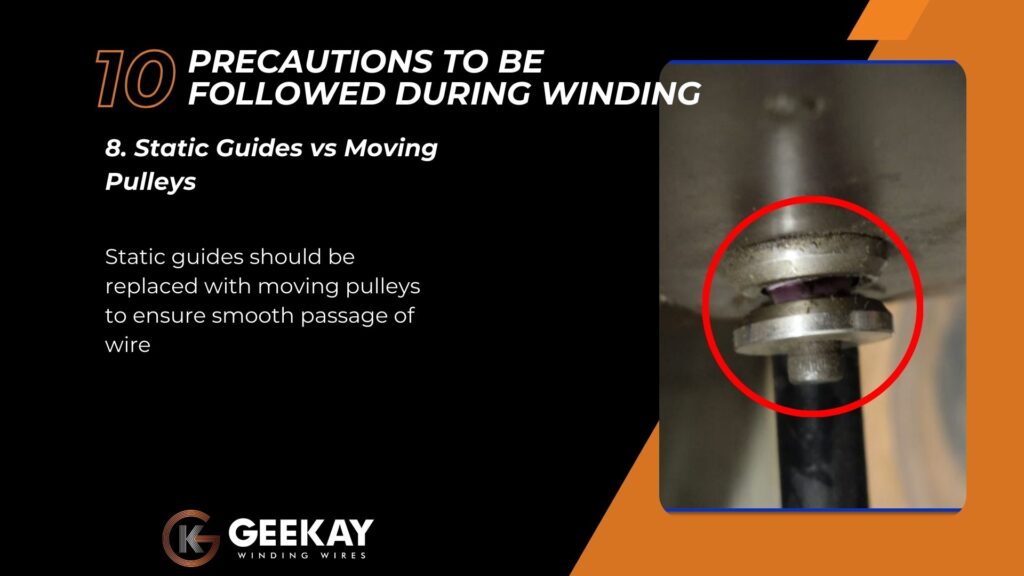
8. Static guides Vs. moving pulleys.
Replacing static guides with moving pulleys will ensure smooth passage of the wire. It directs the wire in a given direction smoothly by guiding it, stabilizing the tension, reducing friction and protecting the insulation.
9. Tension control at unwinding stage
At the time of unwinding the wire spool, we recommend the use of disk with whisker on spool to maintain tension in the wire. This is to ensure continuous and consistent despooling of the wire to prevent elongation of the wire.

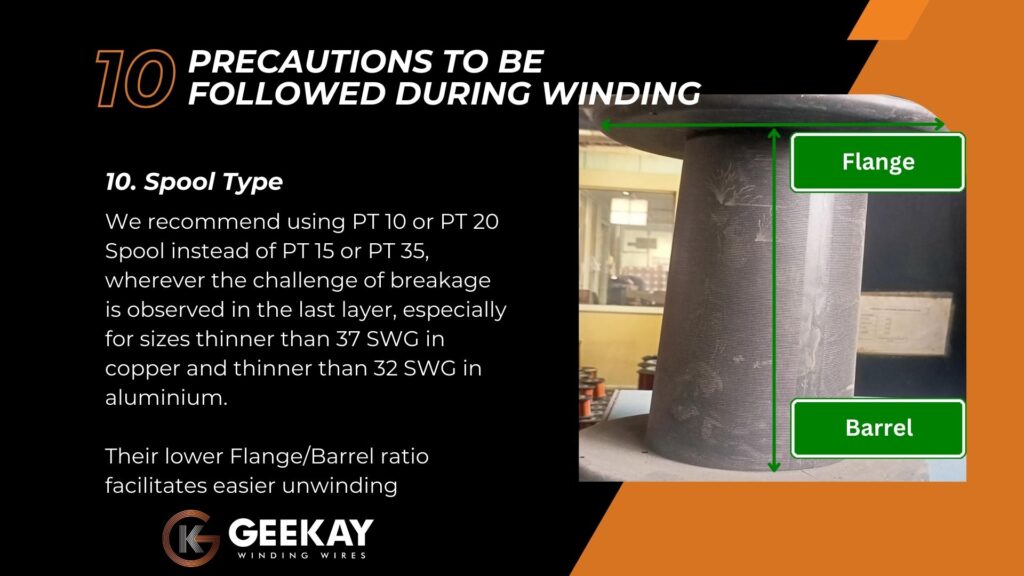
10. Usage of the correct Spool type.
Lastly, we recommend you use spool dimensions PT 10 or PT 20 instead of PT 15 or PT 35 wherever the challenge of breakage is observed in the last layer. This is especially for sizes thinner than 37 SWG in copper and 32 SWG in Aluminium. Their lower flange / barrel ratio facilitates easier unwinding. (Also check out: Different Spool Dimensions for Winding Wires)
For more operational precautions to optimise your manufacturing download the pdf.
These precautionary rules when followed, result in a reduction in damage to the winding wire and thus reduce scrappages and process rejects. It will help you improve your efficiency during winding operations, which can translate to better operating profits.
At GEEKAY we help our customers follow best winding practices and our customers have experienced at least 50% drop in inhouse rejection.
To experience 100% technical customer support to reduce damages during your winding operations contact us.